

В 1809 году Николас Альперт, вдохновленный обещанной пятнадцатью годами ранее наградой за предложение способа, позволяющего длительное время хранить пищевые продукты, посчитал, что добился требуемых результатов, и заявил свое изобретение. Правительственный комитет Франции по искусству и промышленности после проверки признал его способ консервирования приемлемым, и сам Наполеон в 1810-м вручил ему премию. В том же году в Великобритании был запатентован способ консервирования продуктов, аналогичный альпертовскому, только вместо стеклянной банки здесь использовали жестяную.
Жесть
Емкостью для упаковывания мясных и мясорастительных консервов может быть жесткая, полужесткая и гибкая тара, первая из которых — банки стеклянные и металлические — применяется наиболее часто. Для большинства видов консервов нормативные документы (ГОСТы) определяют именно банку. Металлические банки — наиболее приемлемая и привычная тара для разных консервов, обеспечивающая как традиционные процессы производства, так и длительное хранение продукции. При изготовлении металлических консервных банок применяются основные и вспомогательные материалы. К первым относят белую жесть, тонкий алюминиевый лист или ленту, ко вторым — припои, паяльную жидкость, уплотнительные пасты, присадочный и другие материалы.
Белая жесть — тонкая малоуглеродистая сталь, покрытая с двух сторон тонким слоем олова, выпускается в рулонах и листах. В зависимости от способа прокатки различают жесть горячекатаную и холоднокатаную. В консервной промышленности применяются две марки жести: ГЖК — горячелуженая консервная и ЭЖК — электролуженая консервная. Диапазон ее толщины — от 0,2 до 0,36 мм. Она применяется для изготовления как штампованных (состоящих из двух частей: корпуса, выполненного совместно с дном, и крышки), так и сборных банок (из трех частей: корпуса, дна и крышки). Причем последние универсальнее: их можно изготавливать под широкий диапазон доз продукта. Электролужение, суть которого заключается в катодном нанесении на металл тонкого слоя олова, позволяет получить более дешевый материал. Толщина слоя олова в ЭЖК — от 0,32 до 1,15 микрон. Он может быть как одинаковым по толщине с двух сторон, так и разным, — более тонкий слой наносится на поверхность, которая затем окажется снаружи банки. Тогда как толщина слоя олова в ГЖК — от 1,58 до 2,68 микрон.
Между тем более тонкий слой олова и сильнее подвержен разрушению в процессе изготовления банок и последующего хранения в них продукции, поэтому жесть ЭЖК обычно покрывают пищевым лаком, внутри банки — чаще в два слоя, снаружи — в один. Для изготовления консервной тары применяется тонкий алюминий нескольких марок и некоторые его сплавы. Сплавы, не уступающие алюминию по защитным свойствам, обычно значительно превосходят его по прочности, что позволяет использовать материал с меньшей толщиной. Для повышения коррозионной стойкости алюминия и сплавов применяют лакирование, а для улучшения адгезии лака к поверхности металла производят анодирование (электрохимическое оксидирование) перед нанесением лака. Алюминий и сплавы применяются чаще для изготовления цельноштампованных банок, а также легковскрываемых крышек консервных банок.
Всё в сборе
Хотя исследователь упаковки Томас Хайн считает, что производство металлических банок стало выделяться в самостоятельную отрасль из отраслей производства консервированных продуктов еще во втором десятилетии ХХ века, окончательного разделения не произошло. Металлические банки для консервов могут изготавливаться как на мясоперерабатывающем предприятии, так и поступать туда в готовом виде из компаний, специализирующихся на выпуске этого вида тары. Старые российские предприятия чаще изготавливают банки сами, а более новые — в основном получают готовые. Но и новым предприятиям, если производство мясных консервов на них будет увеличиваться, рано или поздно придется самим заниматься изготовлением банок. Ведь при больших объемах производства возить готовую тару становится невыгодным, особенно если перевозка дальняя.
На некоторых предприятиях продолжает работать оборудование для изготовления сборных консервных банок небольшой производительности, где используется много ручного труда, но есть и высокопроизводительные автоматизированные линии, где ручной труд предельно минимален. Эти линии достаточно легко переналаживаются на выпуск банок другого номера (размера), чего не всегда удается получить на малопроизводительном оборудовании. Корреспонденту PG приходилось наблюдать за переналадкой линии для перехода с банки № 8 (325 г «Говядины тушеной») на банку № 12 (525 г того же продукта). Заняло это порядка 30–40 минут. Причем наладчики тарного цеха заявили, что при необходимости это можно сделать и быстрее. Линии по изготовлению банок комплектуются транспортирующими устройствами для перемещения материала и заготовок от одной единицы оборудования к другой, могут комплектоваться конвейерами для перемещения банок на участки фасования. Правда, для таких конвейеров требуются закрытые переходы, если изготовление банок и их наполнение производятся в разных зданиях.
Способ получения шва корпуса пайкой используется еще с начала XIX века. Первоначально края заготовки нахлестывались друг на друга с перекрытием и запаивались. Однако такой шов «внахлест» не препятствует коррозии металла со стороны обрезов, да и возможно проникновение свинца из припоя в продукт. Поэтому края заготовки заправляют «в замок», который склепывается и запаивается. Но «замковый» шов невозможно выполнить по всей высоте корпуса банки. На краях корпуса шов, заправленный «в замок», не позволит плотно закатать швы, присоединяющие донышко и крышку (по профессиональной терминологии: концы). Поэтому на краях корпуса небольшая часть шва выполняется «внахлест». Если присмотреться, то нетрудно заметить, что шов концов банки в месте нахлеста чуть толще. Схематическое изображение корпуса сборной паяной банки в разрезе демонстрирует рис 1.
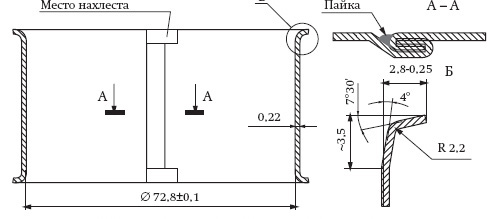
Рисунок 1. Корпус банки с паяным швом в разрезе
Гораздо современнее способ получения шва корпуса — сварка. Здесь края свальцованной заготовки сводятся «в стык». Обычно они свариваются роликовой сваркой, в качестве присадочного материала используется медь. Если рассматривать поэтапно операции, осуществляемые при образовании паяного шва, то первоначально бланк подвергается вальцеванию — предварительной гибке с последующим распрямлением на вальцевых установках. Это способствует плавному переходу металла от упругой к пластической деформации. Затем производится обрубка углов с одной стороны бланка и просечка прорезей с другой; гибочные механизмы производят загиб полей бланка в крючки (рис. 2).
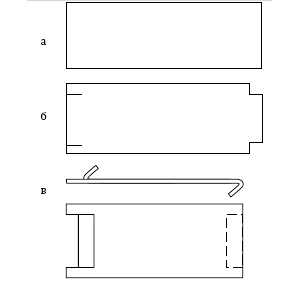
Рисунок 2. Последовательность обработки заготовки корпуса: а – заготовка; б – обрубка углов и просечка; в – загиб полей
Для формирования корпуса банки бланк с загнутыми крючками подается на формующий патрон и обтягивается вокруг сжатого патрона так, чтобы загнутые кромки перекрывали одна другую. При расширении патрона крючки зацепляются один за другой, образуя замок шва, который сдавливается, и образуется шов. Пайка продольного шва осуществляется подачей расплавленного припоя в зазор нагретого шва. Для создания условий, способствующих паянию, поверхность жести подвергают обработке паяльной жидкостью. Это производится до склепывания продольного шва промазкой крючков. Излишки припоя удаляются. При получении сварного шва операций меньше. Сформированные на вальцах в цилиндр корпуса, края которых располагаются «в стык», поступают на сварку. Она производится горячим роликом, в качестве присадочного материала используется медная полоса или медная проволока, прямо на автомате раскатанная в полосу. Сварной шов в целях защиты покрывают внутри банки полимером, снаружи — эпоксидной смолой. Полимер используется в виде порошка или жидкости. Чтобы порошок попал на нужное место и не рассыпался при дальнейших операциях, используют статическое электричество. Дальше корпус нагревают, и полимер спекается, образуя пленку, а смола высыхает.
Пожалуй, у способа получения шва сваркой есть два недостатка: во-первых, часть медной присадки идет в отходы; во-вторых, наблюдаются некоторые сложности с подачей и нанесением полимера, особенно если он в порошке. Однако преимуществ больше. Оборудование, осуществляющее получение паяного шва, хотя бы на части операций работает периодически, а корпуса со сваркой образуются при непрерывном движении заготовок. В данном случае достигнуть более высокой производительности проще. Главное достоинство сварного шва в том, что здесь можно получать сразу несколько корпусов (2–4) из одной более высокой заготовки, а затем разрезать ее на отдельные корпуса. По словам источника PG на одном из консервных предприятий — производителей, производительность линии зависит от размеров корпуса банки и от того, какое количество корпусов изготавливается из одной свернутой заготовки.
Современные линии — высокопроизводительное, высокоавтоматизированное оборудование. На всем пути движения бланков, корпусов и концов располагается множество датчиков, сообщающих о возможных неполадках в работе оборудования и отбраковывающих некачественную продукцию. Например, корпуса, перекос состыкованных кромок которых составляет порядка 0,2 мм, «безжалостно» отправляются в брак. При взгляде на жестяные сборные банки со всевозможной продукцией отечественных производителей создается впечатление, что соотношение сварного и спаянного продольного шва примерно одинаковое. Продукция же европейских и американских брендов вне зависимости от того, производилась она в России или нет, упакована исключительно в банки со сварным швом. Конечно, уже установленное оборудование, производящее банки «с пайкой», еще долго станет эксплуатироваться, но будущее — за банками «со сваркой». Края полученных корпусов сборных банок отбортовываются, то есть немного отгибаются наружу (увеличенный вид Б на рис. 1). На отбортовку укладывается донышко банки, которое закатывается по периметру на закаточных машинах. Для герметизации закаточного шва, соединяющего дно и корпус банки, по периметру дна наносится и подсушивается паста на основе натурального или синтетического латекса. Конструкция закаточного шва, который также называют двойным закаточным швом, показана на рис. 3.
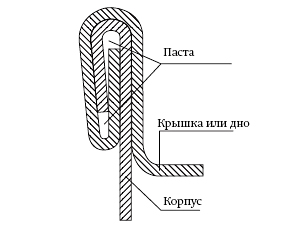
Рисунок 3. Конструкция закаточного шва
Банки, пока еще без крышек, после санитарной обработки поступают на наполнение продуктом и закрытие.
Доза
На мясоконсервном комбинате, где корреспонденту PG пришлось наблюдать процессы консервирования, участок фасования представляет собой достаточно разительное отличие от цеха, где изготавливаются банки. Прежде всего, по числу сотрудников, занятых на двух линиях, где мясо укладывается в банки. Хотя оборудования много и оно неплохо увязано в линии, присутствие работниц просто необходимо. Связано это со спецификой упаковываемого продукта. Как бы ни были сложными с точки зрения фасования пластичные продукты (паштеты и колбасные фарши), но все равно их не сравнить по свойствам с кусковым мясом, укладываемым для получения «Говядины тушеной», «Свинины тушеной», мясных продуктов в заливке и т. п. Пластичные продукты автоматы давно уже «умеют» фасовать и упаковывать с достаточной точностью. А вот дозаторы для мелкокускового мяса все ещеработают по принципу стаканчикового дозатора с нагнетанием продукта в мерные камеры и принудительным выталкиванием продукта оттуда. Казалось бы, более простые операции дозирования соли, измельченного репчатого лука и жира-сырца, вполне решаемые с помощью автоматов, подчас производятся вручную. Так, на том же предприятии, на установленном «стареньком» мясоконсервном дозаторе АДМ-4 отключена часть, «отвечающая» за дозирование жира. По словам сотрудников комбината, их не удовлетворяет ее работа. И вот работницы на конвейере укладывают в банки ложками жир, измельченный лук, лавровый лист, а затем в банку укладывается порция основного продукта — измельченного мяса.
Далее — операция контроля массы продукта в банке. Устройства, контролирующие массу консервных банок с продуктом, имеются. Между тем они способны с большей или меньшей точностью лишь отбраковывать банки с массой, выходящей за пределы допуска, но никак не корректировать работу дозатора. Да и вряд ли это возможно: слишком сложный продукт, масса кусков колеблется от 20 до 50 или даже 80 грамм. На упомянутом предприятии данный процесс проистекает так: еще не закатанные банки с продуктом поступают на контролирующее массу устройство, и сотрудница в случае отклонения массы просто изымает кусочек продукта или, наоборот, подкладывает, сверяясь с весами. Причем работы у нее не столь уж и много: надо отдать должное старичку-дозатору и механикам, его налаживающим.
Что интересно: даже такие нормативные документы, как ГОСТы, если дело касается консервов с кусками продукции, стараются избегать введения понятия точности массы продукта в банке. Например, ГОСТ 5284 (консервы мясные «Говядина тушеная») перечисляет множество требований к консервам: соотношение компонентов, величина массы продукта в банках, виды, типы и номера банок для каждой дозы продукта, сроки хранения консервов в разных банках, требования к групповым упаковкам банок с консервами. И не слова о величине допуска на массу нетто продукта в банке. Даже традиционной ссылки на ГОСТ 8.579 (государственная система обеспечения единства измерений) нет. Кстати, последний стандарт для консервов с массой нетто 525 г (жестяная банка № 12) определяет величину максимального отрицательного допуска в 15 г, а для консервов 325 г (банка № 8) — в 3%, то есть в 9,75 г. Жесткие, надо сказать, требования для подобного продукта. К тому же следует не забывать, что ГОСТ 8.579 не допускает систематического недовложения фасованного продукта.
Невольно задумаешься, каким образом можно осуществить фасование мясных консервов с необходимым допуском, но без участия или хотя бы с минимальным участием человека. Вероятно, другого варианта, кроме использования комбинационного дозатора, нет. Между тем комбинационный дозатор традиционного построения не годится — весьма сомнительно, что он справится с таким продуктом. Хочется ошибиться, но вряд ли смогут справиться с изготовлением дозатора под мелкокусковое мясо большинство из множества предприятий, выпускающих комбинационные дозаторы. Консервщикам способны помочь разве что «гранды» этого направления упаковочного машиностроения, например Ishida или Yamato. Автор данного материала регулярно просматривает патентные бюллетени в классах, относящихся к упаковкам и упаковыванию. Так, в России за последние лет десять было запатентовано не более пяти технических решений, относящихся к отмеру и укладыванию мелкокусковых продуктов в жестяные или стеклянные банки. Притом незначительных и не решающих проблемы.
Наполненные банки закрываются крышками, закатка швов крышек аналогична закатке швов донышек. После этого банки идут на тепловую обработку. Затем происходит нанесение этикеток и групповое упаковывание. Оборудования для наклеивания этикеток на банки с консервами предлагается много. Практически все оно легко перенастраивается на разные размеры банок, то же самое относится и к печати на банке. Здесь стоило бы поговорить о нанесении печати на жестяные банки, это и современнее и красивее. Однако подобный способ характерен не столько для мясоконсервных предприятий, где изготавливаются и банки, сколько для предприятий, специализирующихся на производстве тары для консервирования. Даже в СССР, где практически на всех крупных мясоконсервных предприятиях (а других в стране почти и не было) существовали тарные цеха, лишь на одном комбинате стояла машина, наносящая рисунок на банки. Теперь о групповом упаковывании консервной продукции. ГОСТ 5284 регламентирует производить групповое упаковывание банок с «Говядиной тушеной» в ящики из гофрированного картона или из фанеры. Последняя, несомненно, даже не вчерашний, а более ранний день, если, конечно, речь не идет об упаковывании продукции для районов Крайнего Севера. Гофроящики же — один из самых распространенных сегодня видов тары для группового упаковывания.

Comments (0)
Twitter
Facebook
Pinterest
E-mail