
За последние примерно тридцать лет внутреннее строение машин и станков заметно изменилось. Раньше, посмотрев на механику и проследив проводку, соединения и контакты, можно было разобраться в принципе работы практически любой машины. Теперь же ведомая программируемыми контроллерами – PLC машина становится вещью в себе, «черным ящиком», и без управляющих программ и компьютеров, способных прочесть, что заложено внутри таких же «ящиков», как они сами, невозможно определить, когда что включается и выключается, нагревается и охлаждается, ускоряется и замедляется.
Однако понимать принцип работы оборудования необходимо всем, кому приходится его эксплуатировать. И в прошлом, взглянув, например, на зубчатую передачу, опытные механики могли представить себе весь процесс движения шпинделей, отнюдь не вникая в нюансы эвольвенты зуба шестеренок; и в настоящем требуемые «азы» можно постичь и без глубоких знаний электроники, электротехники, пневматики, гидравлики, компьютерной техники, если получить разумное объяснение того, как все работает. В данной статье рассматриваются логика, принципы и средства управления установкой, предназначенной для экструзионно-раздувного формования рукавных (в том числе многослойных) полимерных пленок (blown film lines).
На заре «полимерного века» примитивные однослойные выдувные экструдеры управлялись несколькими кнопками и потенциометрами: включался экструдер-пресс, потенциометром устанавливались обороты шнека, и при появлении расплава полимера подавался обдув, затем краником приоткрывался воздух и раздувался пузырь, который вытягивался парой валов. Сформированная пленка подавалась на намотчик, который управлялся с помощью двух кнопок: «Старт» и «Стоп». Оператор отрезал кусок пленки, измерял ее толщину, а затем корректировал рабочие параметры – ускорял или замедлял скорость вращения шнека экструдера, изменял скорость вращения тянущей пары валов, раздувал или, напротив, прокалывал пузырь для уменьшения размера и т.д.
Иногда, при изготовлении окрашенной пленки, оператору приходилось добавлять или разбавлять краску, смешивая полимеры и суперконцентраты в ведре (естественно, вручную). А когда наматываемый рулон достигал более или менее нужного размера, «ножичком» отрезалось полотно и подматывалось на новую шпулю, а готовый рулон скидывался на поддон. Разумеется, контроль толщины, ширины, разнотолщинности и других показателей качества пленки, контроль размеров и качества намотки рулонов проводился в лучшем случае в конце или в начале рулона.
Основные узлы установки для производства многослойной пленки
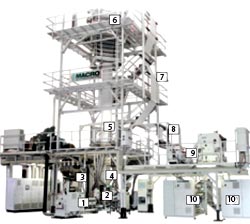
Основной набор узлов «многослойной» установки уже достаточно устоялся. В таблице 1 перечислены узлы и системы управления, входящие в установку, и указано их назначение. Типичную современную «многослойную» установку можно представить в виде комплекса, состоящего из рабочих узлов и модулей управления (рис. 1). Всеми ими «руководит» основная программа, которая, как мозг, контролирует работу установки, вычисляя параметры процесса и отслеживая работу всех узлов оборудования (рис. 2). Следует заметить, что на рис. 2 отражены не все модули и узлы, указанные на рис.1. Некоторые из них (узел контроля и натяжения пленочного полотна, узел слежения за его кромкой, коронатор и некоторые другие) имеют автономную систему управления.
В экструзионно-раздувных установках, оснащенных наиболее полной системой автоматического контроля и управления, оператору необходимо задать и (или) проконтролировать, как минимум, два вида параметров – параметры продукта (в данном случае пленка, свернутая в рулон) и параметры процесса его производства. Существует также большая группа параметров, которая непосредственно не связана ни с объектом производства, ни с процессом его производства – это параметры управления, настройки и калибровки, и они здесь не рассматриваются. Как правило, эти параметры в электронном виде задаются на заводе-изготовителе оборудования и недоступны операторам, так как находятся в системе управления под защитой пароля.
К типичным параметрам рукавной пленки (иначе – продукта) относятся:
-
ширина сложенного рукава;
- общая толщина пленки;
-
толщина каждого индивидуального слоя в многослойной пленке;
-
относительное содержание каждого компонента (основного ПМ и добавок) в каждом слое многослойной пленки;
-
физическая плотность каждого компонента;
-
параметры рулона (внутренний диаметр шпули, наружный диаметр рулона или длина пленки в рулоне, ширина рулона и количество полос при продольной резке);
-
сторона (поверхность) пленки, подлежащая активации, уровень ее активации (поверхностная энергия после активации) и то, какой стороной пленка сматывается в рулон – активированной стороной внутрь или наружу.
- В список типичных задаваемых и контролируемых параметров процесса экструзионно-раздувного формования продукта входят:
-
указанные в операционной карте-матрице значения температуры для каждой зоны каждого экструдера, для каждой зоны нагрева экструзионной головки, для каждой зоны нагрева/охлаждения охлаждающих каландров (если таковые имеются) и зоны контроля температуры воздуха первичного и вторичного (если оно имеется) колец охлаждения, а также температуры воздуха в СВО рукава (общее число зон может составлять несколько десятков и, например, для «пятислойной» установки – достигать 50 и более);
-
общая производительность Q оборудования (производительность каждого экструдера рассчитывается и контролируется исходя из требуемых значений параметров продукта);
-
скорость воздушного потока в обдувном кольце; скорость воздухообмена в СВО;
-
цикличность осциллирования поворотной башни с тянущими валами.
Известное выражение, связывающее производительность линии Q (кг/ч) со скоростью υ (м/мин) тянущих валов и параметрами продукта – сложенной рукавной пленки, выглядит так: Q = 0,2 ⋅ 10-3 υ ⋅ b ⋅ δ ⋅ ρср, (1)
где b – ширина сложенного рукава, мм; δ – толщина пленки, мкм; ρср – средняя плотность
Рис. 1. Общий вид многослойной выдувной установки с указанием расположения модулей управления (фото: Macro Engineering and Technology Inc.): 1 – модуль нагрева-охлаждения экструдеров; 2 – модуль контроля слоев; 3 – диспетчер подачи сырья и дозатор ПМ; 4 – система охлаждения рукавной пленки и контроль ширины рукава; 5 – модуль автоматического контроля разнотолщинности пленки; 6 – модуль контроля массы погонного метра, связанный с тянущей парой валов; 7 – узел контроля и регулирования натяжения пленки; 8 – узел слежения за кромкой полотна; 9 – система обработки поверхности пленки коронным разрядом; 10 – узел контроля наматывания пленки
Понятно, что когда речь идет о монопленке или многослойной пленке со слоями из одного и того же ПМ, средняя плотность материала таких пленок будет равна плотности ПМ. Формула (1) может быть также использована и для вычисления, например, толщины пленки по известной производительности выдувной экструзионной линии (в том числе и неавтоматизированной установки) и наоборот.
Контроль температуры
Определяющими процессами в производстве рукавной полимерной пленки являются нагрев ПМ до температур его вязкотекучего состояния и последующее охлаждение расплава при раздувном формовании пленки. Правильно заданные значения температур и их поддержание на всех этапах и зонах переработки пленки являются основными предпосылками для достижения требуемого ее качества. Например, недостаточный разогрев ПМ в экструдере может привести к ухудшению качества расплава, в частности, к его неоднородности, а перегрев – к снижению производительности и другим негативным явлениям, а в худшем случае – и к термодеструкции ПМ.
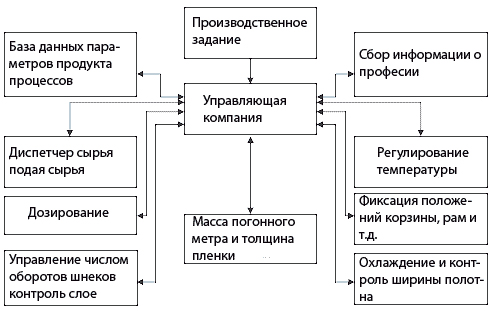
Рис. 2. Общая схема управления многослойной установкой
Обычно для нагрева цилиндра экструдера или корпуса экструзионной головки используют электрические нагреватели – контактные или инфракрасные. Загрузочная зона экструдера, подогреваемая от соседних зон, требует, как правило, охлаждения. Поддержание ее температуры на заданном уровне обеспечивает стабильность процесса подачи и дальнейшей переработки ПМ.
Значение этого фактора еще более возрастает в том случае, когда имеются продольные или винтовые каналы на внутренней поверхности загрузочной зоны цилиндра. В качестве теплоносителя используется либо вода, либо масло (применяется в экструдерах с насечкой, предназначенных, например, для переработки полиамидов или сополимеров этилена и винилового спирта, когда требуется поддерживать температуру загрузочной зоны более 100 0С). Температура же самой воды задается термостатами (TCU – Temperature Control Unit).
Зоны нагрева в экструдерах, как правило, имеют дополнительную функцию принудительного охлаждения, которое необходимо из-за саморазогрева ПМ под действием сдвиговых деформаций в расплавляемом ПМ, продвигаемом в переднюю часть цилиндра при вращении шнека. Эту функцию охлаждения выполняют либо воздушные вентиляторы, либо водоохлаждаемые рубашки цилиндра.
Воздух в наружных охлаждающих кольцах и СВО охлаждается до заданной температуры путем его продувания через теплообменники типа «вода – воздух» или «фреон – воздух». Температуры каландров регулируются с помощью жидкофазных теплоносителей (чаще всего – вода) с заданной температурой.
Регуляторы температуры, применяемые в современных установках, осуществляют так называемый пропорциональный интегрально-дифференциальный (ПИД) метод контроля и регулирования температуры, где ПИД-параметры задают наиболее эффективный нагрев (быстрый нагрев, отсутствие перегревов и минимум отклонения от заданного значения). Наиболее совершенные регуляторы оснащены встроенными самообучающимися программами, способными самостоятельно находить лучшие ПИД-параметры. На нагреватель подаются одинаковые по амплитуде импульсы тока, но с различной частотой – чем чаще импульсы, тем больше средняя выходная мощность (принятое определение выходной мощности в процентах по отношению к номинальному значению).
Например, значение «+100 %» свидетельствует о полной (номинальной) мощности, подаваемой на нагреватель, «0%» – о том, что нагрев отключен. Значение же «–100%» говорит о реализации полной мощности системы охлаждения, т. е. вентиляторы постоянно нагнетают воздух для охлаждения пленки. Информация о выходной мощности является для оператора очень важной, так как позволяет анализировать установившийся процесс экструзии. Если в каких-либо зонах нагрева выходная мощность близка к +100%, то это свидетельствует о том, что расплав недостаточно прогрелся в предыдущих зонах и при этих температурах режим работы оборудования неэкономичный либо мощность нагревателя недостаточна.
Минусовые значения выходной мощности свидетельствуют о саморазогреве расплава (за счет внутреннего трения), поэтому следует, вероятно, повысить температуры предыдущих зон для снижения вязкости расплава ПМ внутри цилиндра экструдера либо снизить частоту вращения шнека или использовать другой шнек, обеспечивающий меньшие деформации сдвига в расплаве ПМ. Считается, что в экструдерах оптимальному температурному режиму соответствует значение выходной мощности, подаваемой на нагреватель, порядка 20-30%.
Иногда наблюдается такое явление, когда в некоторых участках экструзионной головки нагреватель не работает, т. е. выходная мощность составляет 0%, а реальная температура постоянно выше заданного значения. Чаще всего такое явление происходит на дорне головки. Это означает, что тепло к этим участкам доставляется перегретым расплавом и что требуется коррекция температурного профиля не в головке, а в экструдере.

Comments (0)
Twitter
Facebook
Pinterest
E-mail