
Mitsubishi Electric делает процесс фасовки в пакеты проще, эффективнее и экономичнее. Решение базируется на новейшем оборудовании Mitsubishi Electric и может быть применено для типовых упаковочных машин.При комплектации систем управления простых упаковочных машин, фасующих продукцию в пакеты или мешки компания Mitsubishi Electric, предлагает семейство компактных контроллеров FX с широким выбором базовых процессорных модулей, адаптеров, а также специальных и коммуникационных модулей, позволяющих реализовать комплексное решение для задач автоматизации данного типа. Вертикальная машина для фасовки материалов в рукавные пакеты требует управления несколькими процессами: дозировкой продукта, спайкой и отрезанием пакета, а также подачей рукавной пленки и транспортировкой пакетов. Компактные контроллеры Mitsubishi серии FX3U эффективно координируют процессы отдельных систем и предлагают широкий выбор различных функций.
Для точной дозировки продукта необходимо определить его массу с помощью взвешивающего устройства или дозатора. Посредством дополнительного модуля FX3U-485-BD, работающего по протоколу последовательного интерфейса RS485, информация от дозатора передается на программируемый логический контроллер, сообщая о том, что в воронке находится требуемое количество продукта, после чего контроллер дает команду на открытие заслонки, и продукт попадает в пакет. С целью избежания наезда рукавной пленки на наполнительную трубу требуются две оси, работающие синхронно, для точного управления подачей рукава, которая осуществляется сервоприводами Mitsubishi MR-J3. Две независимые оси взаимодействуют с помощью модуля позиционирования FX3U-20SSC-H, используя высокоскоростную сеть управления движением SSCNET III и осуществляя запуск и останов рулона пленки, а также транспортировку заполненного пакета. Натяжение пленки поддерживается с помощью подпружиненного рычага и механического тормоза на рулоне. Для процесса спайки и отрезания пакета необходимы ролики термической сварки двух поперечных швов, а также вертикального продольного шва, упрощающего вскрытие пакета.
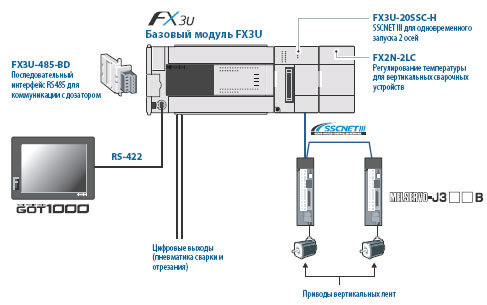
Рисунок 1
Управление постоянной температурой сварочных устройств реализуется с помощью контроллера FX3U и модуля регулирования температуры FX 2 N-2 LC. Устройство для спайки горизонтального шва перемещается в рабочее положение пневмоцилиндром, управляемым выходными сигналами FX3U. Визуализация процессов подобных установок осуществляется посредством компактных панелей оператора Mitsubishi серии GOT 1000, установленных на пультах управления и связанных с управляющим контроллером. Данные панели позволяют отображать ход технологического процесса, выводить информацию о завершении промежуточных этапов, о необходимости вмешательства в процесс работы машины, а также производить изменение значений уставок, менять режимы работы и производить диагностику системы.

Comments (0)
Twitter
Facebook
Pinterest
E-mail