

Фото: thomasnet.com
Современный экструзионный пресс, используемый для переработки полимеров, отличается от оборудования полувековой давности так же, как электрический локомотив от паровоза. Достаточно сказать, что удельная производительность выросла с 2 до 5 килограмм в час на каждый киловатт мощности. Взгляд в прошлое позволяет понять истоки происходящего. Изучение истории позволяет избежать повторения ошибок. Теоретику будет интересно определить потенциал развития технологии. Разработчику — хотя бы ненамного заглянуть в завтрашний день экструзионных прессов. А предпринимателю — со знанием дела определять техническую политику. Рассказывает А.Р. Смышляев к.т.н., исполнительный директор полимерного машиностроительного предприятия НПО «АРСЕНАЛ».
Дьявол в деталях
Технология процессинга материалов всегда была важна в самых разных областях человеческой деятельности. От качества подготовки сырья зависят свойства бетона и асфальта, бумаги стекла, хлеба и стали. Более ста лет назад для перемешивания и подачи глины был впервые использован шнек. С тех пор технология перемешивания при помощи шнеков быстро развивалась. Сегодня шнековые прессы используются в разных областях: в производстве комбикормов, тротуарной плитки, переработке отходов и в производстве алюминия. Однако, наиболее широко они используются в индустрии пластмасс.
Шнеки со сменными смесителями
Бурный рост переработки и потребления пластиков во второй половине 20 века привел к значительному прогрессу в конструкции шнековых прессов. Совершенствование коснулось трех основных функций прессов: подачи, нагрева и смешивания полимерной массы. Попытки аналитического расчета и численного моделирования работы шнековых прессов сопровождали весь период развития технологии. Однако, наибольший вклад в то, чтобы шнековые прессы стали такими, какими мы их видим сегодня, внесли натурные эксперименты и практика промышленной переработки пластмасс.
За последние десятилетия были запатентованы, воплощены в металл и испытаны бесчисленные варианты конструкций прессов. Перепробованы многошнековые схемы, различные смешивающие элементы, разнообразные устройства подачи и плавления материала. Проводились исследования с использованием прессов, снабженных прозрачными окнами, многочисленными датчиками давления по ходу движения расплава, перемещаемыми вдоль оси шнеками и изменяемой геометрией каналов. Продолжают предприниматься попытки отказа от шнека, как универсального устройства, комбинирующего три основные функции пресса. Для этого используются различные сочетания шестерённых насосов, нагревателей, подвижных и неподвижных смесителей. Однако, винт Архимеда хотя и претерпел ряд метаморфоз, всё же остался основным элементом абсолютного большинства машин для переработки полимеров.
Элементы шнеков
Справедливости ради надо заметить, что современный промышленный шнековый пресс мало похож на своего прародителя. Полимеры требуют втрое больше удельной энергии при плавлении и нагреве, чем лёд и вода. А ведь H2O уже имеет высокие значения этих показателей! К особенностям полимеров следует добавить повышенное, порядка 20%, тепловое расширение при нагреве от комнатной температуры до температуры плавления. Ну и, конечно, следует иметь в виду аномальное поведение расплавов полимеров, вязкость которых меняется на один, а иногда и на два порядка, в зависимости от скорости перемешивания. И это при том, что исходная вязкость разных марок полимеров также отличается на порядок!
Барьерные и перемешивающие элементы
Стоит ли удивляться тому, что первые шнековые прессы имели весьма посредственные эксплуатационные характеристики. Они плохо плавили и смешивали полимерную массу. Даже незначительное отклонение от узкого коридора допустимых режимов работы приводило к перебоям в подаче или к перегреву и разложению сырья. Первые прессы были громоздкими, энергоёмкими и недолговечными.
Однако, постепенно, шаг за шагом, оборудование совершенствовалось. При этом самые важные изменения коснулись геометрии шнековой пары. Потенциал простого винта оказался достаточным, чтобы этот простой механизм сохранил ключевое значение в экструзии на протяжении всей истории развития технологии переработки полимеров. Но ведь и современные газотурбинные двигатели представляют собой, по сути, тот же винт Архимеда. Правда, с некоторыми изменениями. Так что дьявол кроется в деталях!
Смешивание
Смешивание — важнейший компонент процесса переработки полимеров. Наибольшее количество копий разработчиков поломано именно в данной области. Повышение требований к качеству изделий из полимеров привело к необходимости получить очень однородную по составу и температурному полю массу расплава. Проблема состоит в том, что формующая оснастка ни в коей мере не может обеспечить высокое и стабильное качество продукции, если расплав имеет даже незначительные неоднородности. Простое увеличение времени и количества циклов перемешивания приводило к снижению производительности, усложнению оборудования и деструкции сырья. Чтобы избежать термического и механического разложение полимеров при переработке, применялись многостадийные энергозатратные технологии на основе многошнековых компаундеров, каскадных прессов, статических и динамических смесителей и других устройств, повышающих капиталоёмкость и, в конечном счете, цену переработки.

Ставшая реальностью информационная революция позволила специалистам не просто становиться на плечи предыдущих поколений исследователей, но делать это с быстротой и размахом. Патентные и технические библиотеки изобилуют оригинальными, экзотическими и остроумными способами решения проблем, на которые натыкались первопроходцы шнековой экструзии.
Статический смеситель
Удивительно, но факт: несмотря на массу воплощенных идей, шнек всё ещё остаётся вне конкуренции. Форма шнековой пары при этом значительно изменилась, что позволило существенно улучшить функциональное содержание несложного механизма.
Конический двухшнековый пресс
Гомогенизирующая функция шнека реализуется за счет вращение полимерной массы внутри витков и обратных потоков расплава. Для интенсификации смешивания используются разные, более или менее удачные сочетания геометрии витков и смесительных элементов. Однако практика показала, что за попытку быстро гомогенизировать расплав приходится расплачиваться локальным перегревом и потерей давления. Поэтому применение разных «мешалок» дополняет, но не может заменить увеличения относительной длины шнека. Эволюция шнеков демонстрирует рост этого показателя от 20 единиц в начале 60-х годов до 34 в конце века.
Подача
Функция обеспечения равномерной подачи полимерного расплава также привлекала постоянное внимание разработчиков. Действительно, шнековый пресс можно рассматривать в качестве насоса, важнейший показатель работы которого — стабильность расходно-напорных характеристик.
На первый взгляд кажется, что напор полимерной массы создается по всей длине шнека. На самом деле пик давления, достигающий 1200 бар, приходится на границу твёрдой и жидкой фазы в начальной части шнековой пары. Уплотнённый полимер, называемый также «полимерной гайкой», продвигается вперед вращающимся шнеком и действует в качестве поршня. Созданное при этом давление падает по длине шнека тем быстрее, чем выше гидравлическое, а точнее реологическое, сопротивление его каналов.
Расходно-напорные характеристики полимерной гайки, в свою очередь, зависят от характера её движения. Он, с одной стороны, определяется углом подъема и, отчасти, декомпрессией витка, а с другой стороны, геометрией соответствующей охлаждаемой части материального цилиндра. Охлаждение, напомним, необходимо для того, чтобы предотвратить преждевременное подплавление внешней поверхности полимерной гайки. Это важно, поскольку трение гайки о цилиндр не позволяет ей свободно прокручиваться вместе со шнеком без поступательного движения вперед.
Если поверхность материального цилиндра гладкая, то полимерная гайка, увлекаемая шнеком, будет двигаться по винтовой траектории, определяемой коэффициентом трения металл-полимер и противодавлением. Поскольку оба эти фактора нестабильны, то на практике это приводит к неравномерности работы. В явном виде это проявляется в виде недостаточного расхода и пульсаций напора на высоких давлениях и производительностях, при переходных режимах и при пусках оборудования.
Рифлёная втулка
Для повышения стабильности напорно-расходных характеристик шнековых прессов в 80-е годы ведущие производители оборудования постепенно начинают переходить на рифленые втулки. Применение рифления меняет траекторию движения полимерной гайки с непредсказуемой спиральной на поступательную, что не только повышает стабильность, но и приводит к значительному росту напорно-расходных характеристик.

При этом материал быстрее проходит через шнековый пресс, что создало проблему с гомогенизацией. Для сохранения смешивающей способности пресса пришлось увеличивать относительную длину шнековой пары. Возникли также трудности в связи с быстрым повышением давления, а значит и температуры по длине полимерной гайки. Однако, несмотря на эти минусы, к концу 90-х годов в мире осталось мало производителей оборудования, не использующих преимуществ рифленых втулок.
Нарезная геликоидная втулка
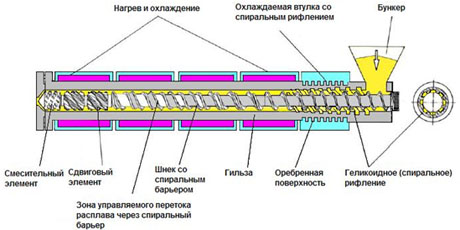
Решение, которое одновременно позволяет снизить термические и механические нагрузки, связанные с применением рифленых втулок, было найдено давно. Для уменьшения скорости подачи материала за оборот шнека необходимо расположить рёбра втулки не по оси, а по винтовой траектории. При этом гомогенизирующая способность пресса возрастает за счет увеличения скорости вращения шнека. Полимерная гайка в этом случае будет двигаться по спирали, что позволяет также уменьшить боковое давление на оребрение, замедлить рост давления и связанный с этим локальный перегрев.
У такого решения у него есть один недостаток — сложность изготовления спиральной нарезки материального цилиндра переменной глубины. Сегодня несколько фирм освоили технологию изготовления геликоидных втулок. Выгоды с лихвой перекрывают увеличение стоимости техники, поэтому есть основания считать, что за такой конструктивной схемой будущее.
Нагрев
Если говорить о третьей основной функции — нагреве, то эволюция в этом плане шла по пути повышения термической сбалансированности пресса. Это требуется пояснить.
Полимеры имеют аномально высокую теплоёмкость и скрытую теплоту плавления, что повышает потребную мощность пресса. Это сочетается с крайне низкой теплопроводностью, что, в совокупности, сильно усложняет равномерное распределение энергии по объему полимерной массы. В результате первые шнековые прессы имели малую удельную производительность и большие габариты. Высокое давление и сильный нагрев в зоне уплотнения приводили к быстрому износу, коррозионному, абразивному и тепловому повреждению шнековой пары. Для эффективного подвода и отбора тепла от материального цилиндра и шнека применялись дорогостоящие решения. Например, появились износостойкие биметаллические цилиндры и шнеки. Между нагревателями и материальным цилиндром устанавливались медные тепловые проводники с выносным радиатором. Применялись жидкостные системы термостатирования материального цилиндра и охлаждения шнека через внутренние каналы. В этом же ряду стоят малоинерционные инфракрасные нагреватели и мощные вентиляторы. Как часто бывает в жизни, борьба шла не с причиной, а со следствием. Но главный недостаток плохой тепловой сбалансированности прессов не был устранён. Высокие тепловые потери приводили к увеличенному энергопотреблению. Удельное энергопотребление пресса в 350 Джоулей на килограмм продукции считалось нормальным. Сегодня, к слову, оно снижено практически до теоретического минимума, составляющего 185..195 Джоулей на килограмм. Это означает, что вся практически механическая и тепловая энергия, подведенная к шнековому прессу, идет на нагрев и плавление сырья.
Согласно закону сохранения энергии, вся мощность, подводимая к шнеку от двигателя, переходит в тепло за счет диссипации механической энергии. Сначала тепло выделяется при деформации частиц полимера в процессе формирования полимерной гайки. Затем разогреваются поверхность шнека и материального цилиндра за счет перемещения гайки при высоких силах трения, возникающих под действием давления в сотни атмосфер. Дополнительное тепло получается от перемешивания слоёв расплавленного полимера в процессе движения по оси шнека. На разогрев полимерного сырья идет и тепло от наружных нагревателей.
Современный термосбалансированный пресс
Для повышения энергетической эффективности процесса необходимо, чтобы вся используемая прессом энергия шла на разогрев сырья. Однако часть энергии теряется с охлаждающими водой и воздухом. Наиболее опытные конструкторы стремятся устроить шнековый пресс таким образом, чтобы в процессе установившейся работы не возникала необходимость дополнительного нагрева или охлаждения его зон.
Термосбалансированность современных прессов позволила существенно увеличить диапазон производительности. В 60-х годах при переработке полиэтилена он был трехкратным. То есть, к примеру, при максимальной производительности в 300 кг/ч уже начинался перегрев и деструкция сырья, а при снижении до 100 кг в час появлялись заметные неоднородности расплава. Сегодня диапазон возрос до десятикратного, а при переработке некоторых материалов — до 30-кратного!
ETC..
Данная статья не ставит целью научного и исчерпывающего анализа темы. Многие аспекты невозможно изложить в доступной и практичной форме. Опущены такие важнейшие вопросы, как универсальность шнека при работе с материалами разной вязкости и природы, образцы шнеков, влияние геометрии шнека на профили температуры и давления, на стабильность и гомогенность расплава, а также проблемы изготовления и эксплуатации оборудования. Не рассматриваются вопросы выбора сырья, добавок и чистящих составов. Но при этом остаются и другие важные вопросы развития технологии, о которых следует упомянуть.
По ходу пьесы совершенствовались все элементы экструзионных прессов. Механический кпд и ресурс вырос за счет перехода от ременных передач к специализированным двухступенчатым редукторам. Электропривод на двигателях постоянного тока уступил место более экономичному и рациональному частостно — регулируемому асинхронному. Установка синхронного привода кпд передачи энергии можно приблизить к теоретическому максимуму, однако экономия энергии пока, к сожалению, не оправдывает высокой стоимости такого решения.
Современный шнековый пресс

Отдельно следует отметить прогресс в области систем управления. Появились электронные системы, предотвращающие аварии, упрощающие эксплуатацию и повышающие надежность оборудования. Контроллеры отдельных узлов объединяются в единую интегральную систему управления экструзионной линией и далее в систему управления ресурсами предприятия. При этом цена оснащения современными и системами постоянно снижается, а суммарный эффект возрастает.
От винта?
Что будет дальше? Прогноз путей развития техники — дело неблагодарное. В отличие от прогноза потребностей, которые определяются неизменным и бесконечным стремлением человека к полному управлению бытиём. Окружающий нас энергозатратный мир из стали, бетона и стекла постепенно дополняется средой из полимеров и композитов, использующим формообразование с использованием экологичных и доступных материалов. Наиболее перспективны в этом плане органические материалы. Они разнообразны, пластичны, обладают самым высоким потенциалом развития. Достаточно сказать, что теоретическая прочность полимеров используется пока на доли процента. Возможно, мы застанем времена, когда пластмасс станет производится больше, чем традиционных материалов — металлов, керамики.. Мир, в том числе и экология, от этого только выиграет. Так или иначе, необходимость в развитии и совершенствовании технологий формования полимеров будут существовать еще довольно долго.
Одна из главных потребностей, которая будет определять развитие экструзионных прессов, заключается в расширении технологической гибкости оборудования. Соблазнительные перспективы композиционных составов, растущий ассортимент полимерных материалов с разнонаправленной текучестью, расширяющийся диапазон температур переработки — всё это влечет за собой необходимость появления новых решений. Универсальность перерабатываемых полимерных структур должна повлечь существенные изменения в физике и геометрии процессов переработки.
Шестерённый насос
Другая перспективная потребность связана с уменьшением габаритов экструдеров. Зачем уменьшать размеры? Затем, что это основная предпосылка перехода к крупносерийному производству с последующим кардинальным уменьшением стоимости оборудования. Компактные, мобильные и доступные экструдеры могут изменить технологии во многих сферах деятельности. Можно, например, представить себе компактный экструдер, производящий необходимый ассортимент трубчатых изделий прямо по месту потребления, например на стройке. А как вам возможность производить разнообразные пленки прямо на ферме или в магазине?

Термосбалансированные специализированные шнековые прессы уже сегодня достигают удивительных показателей удельной производительности. На выставке К-2007 был показан шнек диаметром 75 мм, который может экструдировать 1800 кг полистирола в час. Физических пределов для уменьшения габаритов и дальнейшего повышения удельной производительности прессов не существует, следовательно, на этом фронте можно ожидать появление удивительных по компактности новинок.
Удастся ли и дальше наращивать технологические характеристики простого винтового пресса? Только до определённых пределов. Замедлит ли это прогресс? Нет, конечно. Стереотипы не способны сдержать развитие техники. Специализированные высокопроизводительные машины смогут, наверное, ещё довольно долго применять винт. Но растущая потребность в универсальных экструзионных машинах, выпускающих разнообразную продукцию по месту потребления, может потребовать применения оборудования, в котором функции подачи, нагрева и смешивания будут реализованы другими путями.
Аналогий в технике множество. Например, существуют и взаимодополняют друг друга различные типы двигателей внутреннего сгорания. Почему бы, в условиях удешевления материального производства и ускорения разработок, не появиться массовым адаптивным устройствам, в которых функции подача-нагрев-гомогенизация будут разделены. Это, безусловно, позволит в более широких пределах комбинировать параметры технологии.
Динамический смесительный элемент
Существуют ли физические и технические предпосылки новых технологий? Несомненно! Даже в рамках комбинации современного уровня развития техники за счет комбинации известных решений можно, к примеру, представить гибридный пресс, сочетающий всеядный питатель — гранулятор, дозатор-стабилизатор состава и свойств исходного сырья, шестеренный насос, регулируемый сдвиговый дисковый нагреватель и статический смеситель переменной геометрии. Впрочем, с равной вероятностью насос может быть циклически-поршневым или, скажем, каким-нибудь клиновым, а нагрев может производиться распределённой шариковой суспензией-катализатором в электромагнитном или вихретоковом поле, виброгребёнкой и т.д.
Как уже упоминалось ранее, теоретический предел энергоэффективности плавления и нагрева полимеров удалось достичь. Однако это не значит, что эффективность процесса нельзя повысить за счет расширения границ рассматриваемой системы. Можно, например, использовать тепло готового изделия для нагрева сырья. Или использовать избыточное тепло двигателя внутреннего сгорания. Уже сегодня возможно сделать самоходную машину, которая экструдирует и укладывает в траншею композитную трубу. А что мешает сделать автономный агрегат, который потянет трубу, для производства которой сырье и энергия будут поступать прямо по этой самой трубе? А почему бы на конце данной трубы не появиться экструдеру с трёхмерным принтером, который сможет напечатать дом или, скажем, ветровой генератор? Это не фантастика. Все отдельные элементы технологии сегодня существуют в серийном производстве. Нужно только время, чтобы объединение технологий привело к изменению качества.
А может, формование изделий будет проходить вообще без энергозатратного фазового перехода. Это возможно при замене плавления давлением. Работы в этом направлении ведутся достаточно давно и успешно. Но это уже тема для другого разговора.
Тема статьи: экструзионный пресс

Comments (2)
Twitter
Facebook
Pinterest
E-mail